硬度:HB170-240
强度:HT200-300
往往通过这4个步骤来控制铸铁焊接平台的质量分别是:落砂-清砂-时效处置-查验进程的节制
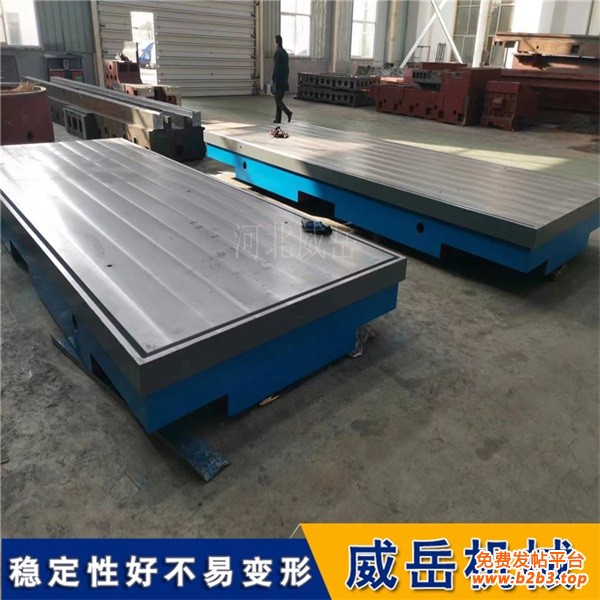
铸铁焊接平台
1:铸铁焊接平台要取得外表光亮度好的铸铁焊接平台,小活件可以经过滚筒去除外表的砂子。大活件进行抛丸处置去除外表的砂子。非加工外表的粘砂必要洁净,以避免在装入制品内活动时零落后进入轴承室内,对轴承的运用形成不良影响。
2:平台必要经由充沛冷却才干扒出铸型,普通要求不小于3h。假如工夫过短,会发作外表激冷而使硬度较高形成切削坚苦。铸铁焊接平台较大时能够会发生热裂、铸铁焊接平台内应力较大,易形成变形而影响铸铁焊接平台外形尺寸。
3:普通的铸铁焊接平台都要进行时效处置,以减小量具铸件内应力取得优越的功能。
4:经过查验,反应铸铁焊接平台的缺陷,查找并剖析缘由,实时接纳办法,以削减量具铸件缺陷的发生。
铸铁焊接平台出厂前还要进行严格的出厂检测,遵循:铸铁焊接平台经检定符合本标准要求后,应附有产品合格证;产品合格证上应有本标准的标准号和产品序号。然后,铸铁焊接平台出厂前铸铁平板上粘贴标志上面应注明以下几点:1、制造厂厂名或注册商标;2、产品名称;3、规格和精度等级;4、产品序号和制造日期;5、本标准的标准号。 铸铁焊接平台的包装箱上粘贴标志应注明:1、制造厂厂名或注册商标;2、产品名称;3、规格和精度等级;4、产品序号和制造日期;5、防振、防水、防潮等标记。
铸铁焊接平台采用高强度铸铁HT200-HT300工作台一般硬度为HB170-240铸铁焊接平台在生产过程中,会出现重量的偏差。往往铸铁焊接平台的设计考虑到铸造误差和机械加工的误差,铸铁焊接平台的重量误差一般不得超过10百分之,超过10百分之时,要对铸铁焊接平台的质量做进一步的鉴定才可以确定此铸铁焊接平台是否可以投入.铸铁焊接平台经过严格的工艺流程生产把关后,要求铸铁焊接平台在包装前应经防锈处理并妥善包装,不得因包装不善而在运输过程中损坏产品。另外,进程是铸铁焊接平台冷却后从铸型中铸铁焊接平台,以取得外表无缺陷的铸铁焊接平台。
官方网址:http://www.chinaweiyue.com/
联系人 销售部经理 高女士13231722614 竭诚为您服务!