精度:0-3级
工作面硬度:HB170-240
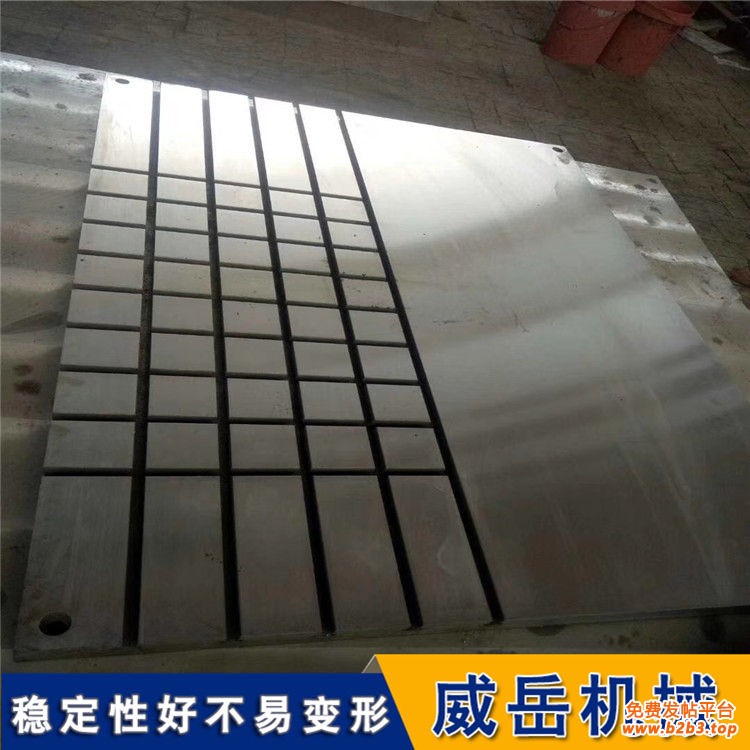
铸铁平台外观基本上是箱体式,工作面有长方形、正方形或圆形,铸铁平台材料为HT200-300,QT400-600,采用刮研工艺,工作面上可加工V形、T形、 U形槽、燕尾槽、圆孔、长孔等,大型铸铁平台是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。
用途:铸铁平台适用于各种检验工作,测量用的基准平面,用于机床机械测量基准,检查零件的尺寸精度或形位偏差,并作划线。在机械制造中也是_的基本工具。
铸铁平台铸件表面常常会出现一些瑕疵。我们在铸铁平板平面铸件上往往会看到一些痕,裂纹或者平板等问题。
痕: 痕是在铸件表面细小的或者浅层的发亮痕迹。是在铸造过程中,由于铸胚壁的移动或者气体夹带造成铸件表面瑕疵。
裂纹:裂纹是一种特殊形式的缺点,以凹陷线性的形式出现。平板:平板是从主体铸件上剥落下来的一层金属。
这些瑕疵通常出现在平面上。在流动性较差的液体金属中,经常出现这些瑕疵。在某种意义上,这些缺点与冷停有关,除非他们是仅仅是表面现象。因此,冷金属或者过大的被压和气体可以有防止在进行完全填充铸模型腔时,避免金属液体走走停停。
如果间断流动填充,或部分填充型腔但留下平行于铸件表面的未焊接接头,那么就出现铸铁平台(平板)缺点。裂纹是很细小的,经常会与其他的瑕疵混淆,但仔细检查通常会发现形成机制不同。
常见的解决方法是将这种扁平的部分放在倾斜的地方,或更换浇口,以获得平滑、快速、不间断的金属流动。河北威岳机械在模具设计时就充分考虑平面瑕疵可能性,尽量避免终产品产品此类瑕疵。
河北威岳机械给您介绍一下铸造工艺:1.熔炼工序 2.混砂工序 3.造型工序 4.浇铸工序 5.清砂工序 6.生产工序。大型铸件还需要热处理,热处理分整体热处理:退火.正火.淬火.回火.调质,表面热处理和化学热处理。
1.熔炼工序:烘炉-物料投放入炉-升温熔炼-变质处理-除渣-静置保温-出水浇铸
2.混砂工序:破碎型砂-清理原型砂杂物-浆原砂与场地旧沙混合-喷水混砂-测试砂的粘度-造型
3.造型工序:选定合适沙箱-方模型-填砂压实-修模-固模-烘模--待浇筑
4.浇铸工序:出水-浇铸-引气-补缩
5.清砂工序:起箱-清砂-切水口冒口-打磨-抛丸-喷丸-检验入库
6.威岳机械安排管理:以人为本
河北威岳机械http://www.chinaweiyue.com/咨询13231713280在模具设计时就充分考虑平面瑕疵可能性,尽量避免终产品产品此类瑕疵。