精度:0-3级
工作面硬度:HB170-240
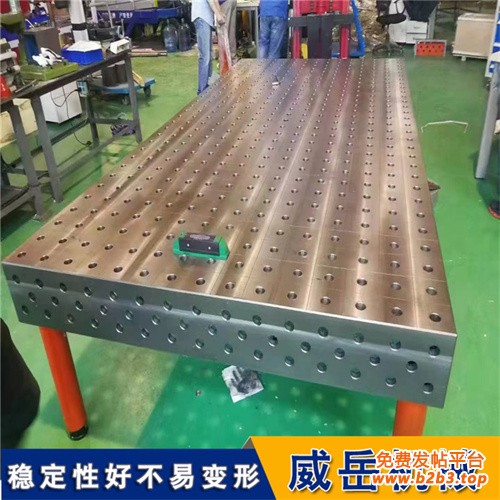
说到铸铁焊接平台,实际上是在铸铁平台上进行焊接工作,敲击是不可避免的。敲击强度使我们不能使用太薄的面板。
铸铁焊接平台的图纸设计应根据客户需要进行设计,主要包括形状尺寸、承载能力、工作面T槽尺寸、工作面精度等。形状尺寸越大,铸铁焊接平台整体高度越高,如2000mm×4000mm铸铁焊接平台、T槽开口36mm(m30紧固螺栓)、T槽间距250mm、承载能力20dun以下;总高度可设计300mm、100mm、30mm、50mm×50mm、150mm-170mm、7.5-8dun。铸铁焊接平台采用强度铸铁HT200-HT300工作台一般硬度为HB170-240铸铁焊接平台在生产过程中,会出现重量的偏差。往往铸铁焊接平台的设计考虑到铸造误差和机械加工的误差,铸铁焊接平台的重量误差一般不得超过10,超过10时,要对铸铁焊接平台的质量做进一步的鉴定才可以确定此铸铁焊接平台是否可以投入.铸铁焊接平台经过严格的工艺流程生产把关后,要求铸铁焊接平台在包装前应经防锈处理并妥善包装,不得因包装不善而在运输过程中损坏产品。
铸铁焊接平台一般采用这两种造型方法,均为消失模铸造,一般采用木模铸造,树脂砂造型主要用于大型机床铸件和铸铁焊接平台铸造,价高于水泥砂铸造,80铸铁焊接平台采用水泥砂铸造,可满足铸铁焊接平台。
铸铁焊接平台的制造成本可以降低,这是大多数厂家制造铸铁焊接平台的过程。
根据客户需求设计工作面。一般铸铁焊接平台工作面精度不高,焊接工作台T槽尺寸根据客户需求设计。焊接工件越大、越重,固定工件螺栓越大,T槽间距越小。
铸铁焊接平台铸件壁厚过薄,铸件浇筑不足、冷隔断等缺点。这是因为太薄的壁厚不能铸造合金液体有足够的铸造能力。每个铸造表面应为砂型,表面光滑,油漆牢固,各税收边缘应钝化。
在铸铁焊接平台的相对两侧,应设置安装手柄或吊装位置、螺纹孔或圆柱孔。通常焊接铸铁平台的设计考虑到铸造误差和加工误差,铸铁平台的重量误差一般不超过10,铸铁平台工作台的主侧有工作面,五个工作面分别安装定位部件,也可分别延伸到五个方向,形成砂孔、气孔、裂纹、夹渣、松动等大型基准台的铸造缺点。每个铸造表面应为砂型,表面光滑,油漆牢固,各税收边缘应钝化。
铸铁焊接平台在铸造过程中应特别注意以下几点:
铸铁焊接平台铸造磨砂工艺控制:严格按进料顺序进行:旧砂-新砂-粘土-煤粉-水。搅拌时间为6~7min,搅拌后约5小时。搅拌均匀后,筛分,松开,使砂松动,提高透气性和流动性http://www.chinaweiyue.com/咨询13231713280。
铸造熔炼过程控制:生产灰铸铁件时,严格控制人炉和人包数据的质量,按要求检查其成分、块度和理化功能。