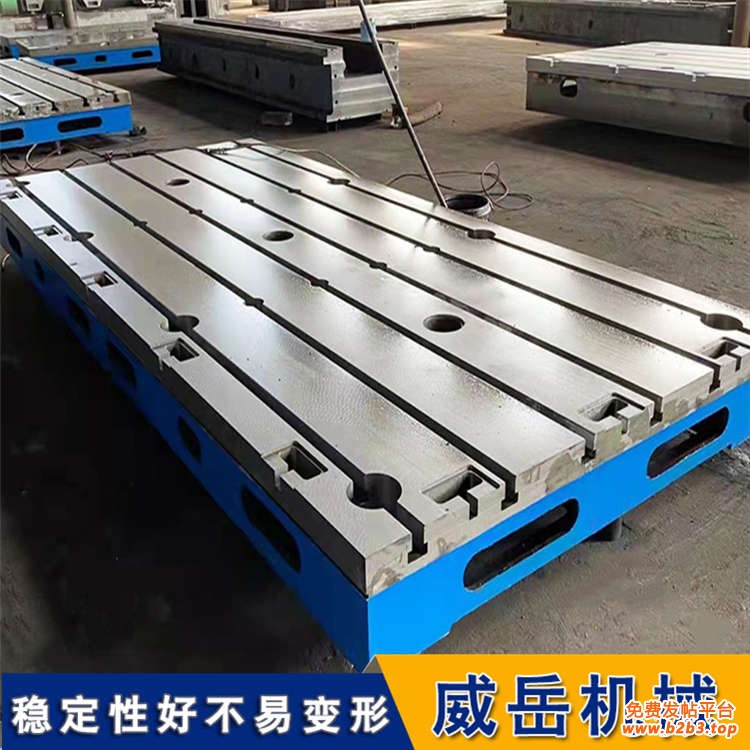
硬度:hb170-240
材质:ht250
留言咨询
提高铸铁T型槽平台的强度是尺寸稳定性的保证
铸铁T型槽平台铸铁牌号的选择 应选择硅/碳比值较高(0.8左右)的,HT250牌号以上的灰铸铁,制作尺寸稳定性要求高的铸铁T型槽平台。即提高了材质的静刚度;而且可使残余应力减小,白口倾向降低,改变了高牌号铸铁的铸造性能,更主要的是能减小铸铁T型槽平台微量自变形,提高尺寸稳定性。由于硅/碳比值较高,增加高牌号铸铁中的硅含量。硅能是片状石墨处,铸铁T型槽平台基体组织中的铁素体得到强化,提高了铸铁T型槽平台微屈服强度,增强了抗微量自变形形变能力,就使灰铸铁件的尺寸稳定性有了保证。
灰铁铸铁T型槽平台和机床铸件的热节缩松形成机理:热节比与之相衔接的链接壁厚实,因此凝固得比联接壁要慢。当无其他补源时,热节就成为联接壁的补缩源。对于有凝固温度范围的合金而言,如果热节对联接壁只有过滤补缩,并且由于热节自身的凝固时期体收缩无法得到补偿,则热节中就形成热节缩松。
防止铸铁T型槽平台和机床铸件热节缩松的对策:一般是在热节处放外冷铁、内冷铁或用悬浮浇注法,实现热节同其连接壁的同时凝固(只用外冷铁时,热节中可能还有显微缩松)。或铸铁T型槽平台同冒口配置适宜,同样用外冷铁、内冷铁,有时再在铸件中(金属)补贴(也叫增肉),实现连接壁—热节—冒口的顺序凝固,以免热节成为连接壁的补缩源,就可以去掉热节缩松。
铸铁T型槽平台砂粒可能是操作不慎带到型腔中的;或因型腔内表面质量不好,如局部酥松剥落;或模组链接是有缝隙,涂料钻入缝隙,浇注时此处涂料被冲刷下来落入金属液中造成砂眼。
防止措施:
1)铸铁T型槽平台浇口棒应清洁,不沾有砂粒等物质
2)模组连接处不应该有缝隙和沟槽
3)将浇口边缘修平、去掉散沙,好是在浇口边缘涂一层涂料防止散沙掉如型腔。
4)改用反边浇口设施也能防止散沙调入型腔内部
5)铸铁T型槽平台浇筑前应仔细检查型腔内有无砂粒等,并用压缩空气吸出型腔内的散沙。
6)造型完哔后存放时间不能过长以防止型腔内过度吸潮和氧化出现涂料脱落的现象,而使型腔内工作面清洁和无散沙。
铸铁T型槽平台采取工艺措施使铸件实现同时凝固和同时冷以减小铸件残余应力,降低微量自变形量而有利于尺寸稳定。例如某厂卧式镗床床身(轮廓尺寸1.2m*1.2m*0.35m,1.5t重),铸铁T型槽平台铸造工艺上未用特殊的强制冷或强制加热措施。只是用双层浇注系统,分散引入:在铸件冷区一侧增添溢流、排气、排脏的侧冒口6个,使铸件冷时温度均匀;设置热电偶和自动记录仪控制、掌握铸件冷实况和大温度差值,以及芯砂中加木屑,砂芯退让性等措施,获得T型槽平台http://www.chinaweiyue.com/铸态残余应力(32MPa)较低的灰铸铁件。这就有利于铸铁T型槽平台后续处理工序,获得尺寸稳定的铸件。
时效处理 获得铸态铸铁T型槽平台后,为了使铸铁T型槽平台机械加工后的铸铁尺寸稳定所进行的尺寸稳定化处理。我公司现在备有4*12米的高温回火窑,能提供标准的灰铁铸件的去掉内应力的回火处理。
联系人:威岳机械谢女士15350773479竭诚为您服务!