发货:3天内
发送询价
陶板的颜色可以是陶土经高温烧制后的颜色,通常有红色、灰色三个色系,颜色非常丰富,能够满足建筑设计师和业主对建筑外墙颜色的选择要求。色泽莹润温婉,有亲和力,耐久性好。陶板的自然质感及其的陶土颜色大的激起了业主和建筑设计师的兴趣。陶板制品主要使用的原材料有陶土和加工助剂。陶土是呈多孔结构或片状结构的水合硅酸镁,含有铁,锰等化学成分,陶土与水混合后具有可塑性,干燥后保持外形,烧制可使其变得坚硬和耐久。我国主要的陶土大类有:高岭石Al2SiO5(OH)4,伊利石/云母 KAl3 Si3O10(OH)4,蒙托石Al2Si4O10(OH)2。 种类和可用性大地取决于地质分布。不同的陶土具有不同的化学组成、矿物成分、颗粒大小以及可塑性,这些差别会直接影响烘干和烧窑的条件。这也是为什么来自不同生产商的类似产品会具有大差异的原因。在原材料的制备中需要添加多种反应助剂,可能会非常昂贵。但是小小的用量(一般占总量的0.5%到2%)却会带来成品性质的大改变。例如:化盐 改变可塑性和干燥强度,碳酸钡减少表面发白,二锰改变颜色的稳定等等。陶土原料制备不理想直接出现石灰斑,锈渍,开花,风化,表面外观受影响,膨胀起泡,内有杂质,干燥与烧成出现裂纹及破损,色差,停工等一系列结果。
 陶土板建筑安装性能与影响挤压成形力的因素
陶土板建筑安装性能与影响挤压成形力的因素<一>、陶板建筑安装性能
(1)装饰遮阳
陶板百叶窗可作为幕墙外的遮阳装置,可通过调节百叶窗的安装角度减少阳光直射室内,具有装饰和遮阳的双重功能,从而提高房屋建筑的居住和美观效果。
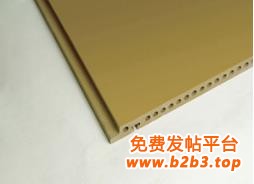
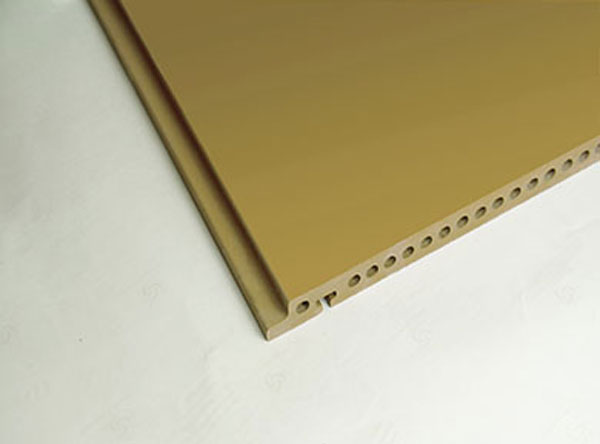
(2)凹凸槽安装
陶板的侧面在生产工厂就已加工出桦接用凹凸槽,便于实现无缝拼接。同时外表装饰面还可制成具有凹凸感的流线式造型、精磨抛光以及亚光状态等任意形状尺寸的图案,提高幕墙的装饰效果。
(3)施工方便
不锈钢金属骨架通过不锈钢膨胀螺栓固定在墙体上可靠,陶板通过不锈钢板金件吊挂,性有保障,因而陶板幕墙具有安装固定简单、可靠,现场施工方便,施工速度快等优点。同时中空结构的陶板比石材装饰板自重轻,不锈钢金属支撑件的材料消耗比石材幕墙消耗少。
(4)换维修方便
陶板幕墙采用的干挂安装施工技术.单件陶板可以装卸。即使陶板幕墙局部破损后,也能拆卸和换破损的单片陶板,不会对幕墙墙体造成破坏,同时节省维修费用。
(5)兼容性好
陶板具有温和的外观特性,与玻璃、石材、金属等材料组合使用方便,能确保陶板幕墙装饰面与整个房屋建筑墙体的、转角或其他部位保持平滑、和谐、连贯、美观大方。
<二>、影响挤压成形力的因素
(1)压缩比
所谓压缩比,通常是指螺旋真空挤压成形机的螺旋推进器终止处的横截面积(即螺旋推进器较外缘旋转一圈所围成的圆柱体的截面积),与水泥板坯体挤出成形模具出泥口的型腔截面积之比。其比率越大,所得陶板坯体结构越致密,机械强度越大,所需挤压成形力越大;反陶瓷泥料加入卧式三轴螺旋真空挤压成形机后,经上部两搅泥螺旋绞刀的充分破碎、搅拌、揉捏及混合均匀后,通过筛板切割成细泥条,细泥条在真空室(也称抽气室)经抽真空脱气处理后,再由下部挤泥螺旋(也称挤泥螺旋绞刀)及螺旋推进器(也称双线螺旋绞刀或双线螺旋叶)进一步地搅拌、揉捏、混合均匀及挤压紧密后,再由螺旋推进器推入挤压筒。陶瓷泥料在脱离螺旋推进器进入挤压筒后,经挤压筒挤压紧密后再经成形模具(也称机嘴)挤出成为坯体,由此可见,陶板的挤压成之,其比率越小,所需挤压成形力越小,易于挤压成形,但陶板坯体结构疏松,不利于后续工序的转运及干燥等。
因此,为了获得一定物理机械强度的陶板坯体及后续工序的需要,陶板塑性挤压成形时常用的压缩比通常应大于2.5。
(2)挤压筒
生产制造陶板时,挤压筒通常采用一端为圆柱形另一端为矩形的内腔光洁平整的流线型组合筒体(如图4所示),采用工作长度较短及过流表面光洁平整的流线型挤压筒,有利于陶瓷泥料的流动,所需挤压成形力较小,从而有利于陶板的挤压成形;但挤压筒的工作长度也不能过短,否则,不利于减少陶板挤压成形过程中产生的螺旋纹等成形缺陷,易造成坯体干燥变形较大及烧成品合格率低下等问题,严重影响陶板的产品质量。同样,陶瓷泥料流经工作长度较长且过流表面粗糙凹凸不平的挤压筒,所产生的摩擦阻力较大,所需挤压成形力也较大,使得单位产品能耗和生产成本偏高。因此,为了获得一定物理机械强度及陶板坯体,同时减少干燥和烧结工序的变形缺陷,要求陶板塑性挤压成形时,其挤压筒常用的工作长度常以螺旋推进器螺距的1一1.5倍为宜。
(3)成形模具
成形模具内腔过流面积越大且表面越光滑,越有利于陶瓷泥料的流动,所需挤压成形力越小;反之,成形模具内腔过流面积越小且表面粗糙凹凸不平,阻碍陶瓷泥料的流动,所需挤压成形力越大。同时模具出泥口的型腔(矩形)的对角线长度应小于螺旋推进器的较大外缘直径,否则,陶板坯体塑性挤压成形困难,即使勉强挤出成形,其坯体结构疏松,致密度较低,同样不利于后续工序的转运及干燥等。另外考虑到模具出泥口的型腔对角线长度在磨损后仍能挤压出陶板坯体,因而,在确保具有足够的压缩比的前提下,模具出泥口的型腔对角线长度应小于螺旋推进器较大外缘直径的0.8倍,才能获得陶板坯体。
(4)坯体的致密度及机械强度坯体致密度及机械强度等要求较高时,就需要陶板坯体结构致密,表面坚硬,便于后续工序的转运及干燥等,因而所需挤压成形压力较大;反之,若坯体致密度及机械强度等要求较低时,陶瓷泥料各组分颗粒易于互相移近靠拢,所需挤压成形压力就较小,但坯体结构疏松,不能满足后续工序的需要。为此,通常要求陶板坯体具有一定的物理机械强度和致密度,通常以贯入度仪测定值应不小于2.5kg/cmz为宜。
乐潽(北京)陶瓷有限公司(http://www.lepucn.com)主营项目:GFRC、UHPC、GRG系统制造、研制各种低碳环保型陶板,公司拥有陶板生产线2条,日产量超过5000㎡,产品规格200×200至800×1500都可生产,颜色、花纹。欢迎新老客户来电咨询。