品牌:湖南隆盛达
规格:219*6
起订:1吨
供应:10200吨
发货:3天内
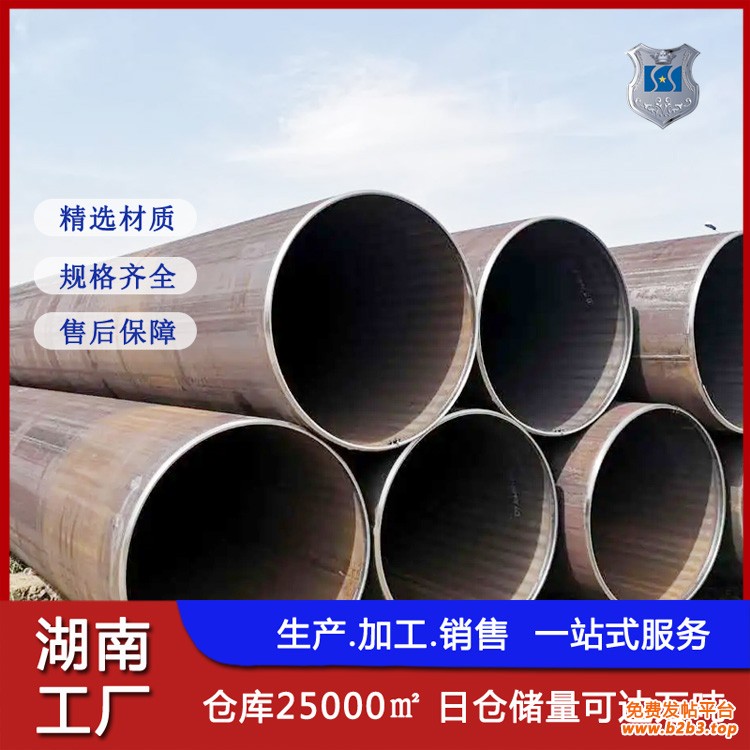
国标埋弧焊直缝钢管采用的焊接工艺为埋弧焊技术,采用填充物焊接,颗粒保护焊剂埋弧。生产的口径可以达到1500mm,LSAW是埋弧焊直缝钢管的英文简称,埋弧焊直缝钢管的生产工艺有JCOE成型技术、卷制成型埋弧焊技术。
当口径较大时可能用两块钢板进行卷制,这样会形成双焊缝的现象。可以执行的标准GB/T3091-2008低压流体钢管生产标准,GB/T9711.1-2 -1997石油天然气钢管生产使用标准,还可以执行美国API 5L 管线钢管执行标准。
国标直缝钢管按生产工艺可分为高频直缝钢管和埋弧焊直缝钢管。埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等。下面介绍常见的高频直缝钢管和埋弧焊直缝钢管的成型工艺。
埋弧焊的优点:
埋弧焊是当今生产效率较高的机械化焊接方法之一,它的全称是埋弧自动焊,又称焊剂层下自动电弧焊。优点:生产效率高这是因为,一方面焊丝导电长度缩短,电流和电流密度提高,因此电弧的熔深和焊丝熔敷效率都大大提高。(一般不开坡口单面一次熔深可达20mm)另一方面由于焊剂和熔渣的隔热作用,电弧上基本没有热的辐射散失,飞溅 也少,虽然用于熔化焊剂的热量损耗,但总的热效率仍然大大增加。
焊缝质量高:熔渣隔绝空气的保护效果好,焊接参数可以通过自动调节保持稳定,对焊工技术水平要求不高,焊缝成分稳定,机械性能比较好。
何防止大口径直缝钢管的端口变形
大口径直缝钢管的端口应该是标准的圆形,但是其形状会受到一些因素的影响而导致变形的情况,变形之后的大口径直缝钢管是不能够正常使用以及安装的,那么我们应该如何避免这种情况的发生呢?一:首先是需要大口径直缝钢管厂家所需要注意的事项,在生产大口径直缝钢管时要严格控制其焊接的质量,避免焊接的缝当中会有夹渣,并且所使用的焊丝焊剂一定要采用的产品,保证大口径直缝钢管的性能,让其不易发生变形的情况;
二:大口径直缝钢管在进行存放时一定要掌握正确的存放方法,不能堆积的太高,有些大口径直缝钢管进行存放时也需要进行支撑,避免存放不当导致其端口发生变形的情况;
三:大口径直缝钢管在进行搬卸时也需要注意避免大口径直缝钢管受到冲击或者是碰撞,冲击或者是碰撞太严重的话也是会对大口径直缝钢管的端口造成变形的。