品牌:湖南隆盛达
规格:219*6
起订:1吨
供应:10200吨
发货:3天内
1. 板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状; 3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,形成开口的"O"形
5. 预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6. 内焊:采用纵列多丝埋弧焊在直缝钢管内侧进行焊接;
7. 外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;
8. 超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行100%的检查;
9. X射线检查Ⅰ:对内外焊缝进行100%的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;10. 扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并钢管内应力的分布状态; 11. 水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;
12. 倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;
13. 超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷; 14. X射线检查Ⅱ:对扩径和水压试验后的钢管进行X射线工业电视检查和管端焊缝拍片;
15. 管端磁粉检验:进行此项检查以发现管端缺陷;
16. 防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。
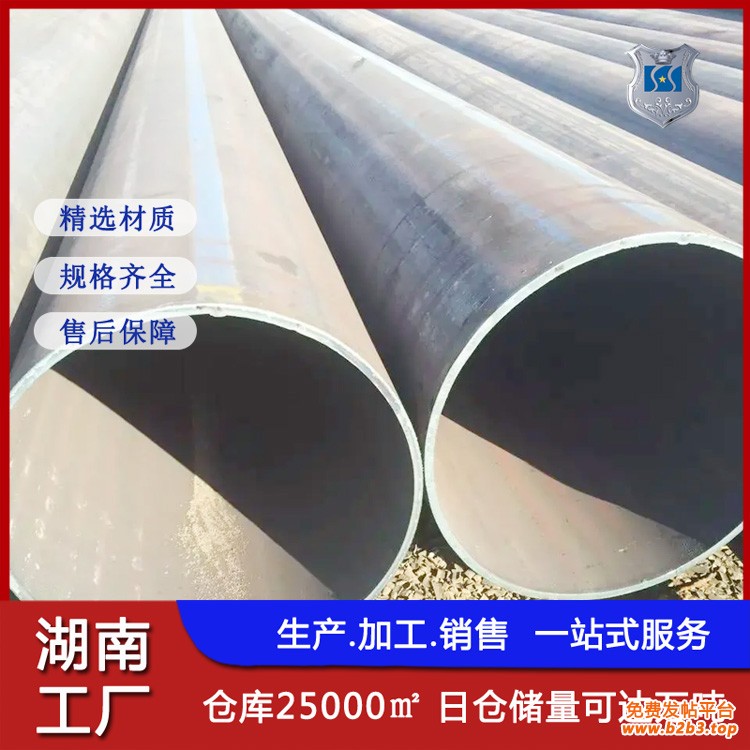
厚壁直缝钢管,把钢管外径和壁厚之比小于20的钢管称为厚壁直缝钢管。主要用做石油地质钻探管、石油化工用的裂化管、锅炉管、轴承管以及汽车、拖拉机、航空用高精度结构管等。
厚壁直缝钢管和薄壁直缝钢管的区别在于钢管壁的厚度,一般认为,壁厚/管径等于0.02是厚壁直缝钢管和薄壁直缝钢管分水岭,壁厚/管径小于0.02的是薄壁钢管,大于的是厚壁直缝钢管,在用途上来说,薄壁钢管多用于管道上。而厚壁直缝钢管多应用于空心零件的坯料。承压以及重要管道上使用。
厚壁直缝钢管常用材质有Q235、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70。
湖南直缝钢管主要以双面埋弧焊生产工艺为主,产品经折弯、合缝、内焊、外焊、矫直、平头等多道工序,达到相关标准要求。厚壁直缝钢管是大型管道工程、输水输气工程、城市管网建设的选择,国家西气东输使用该类型钢管达20万吨,市场前景广阔。
焊接是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的。高频焊是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。
钢管的高频焊接正是利用交流电的趋肤效应和邻近效应,钢材(带钢)经滚压成型后,形成一个截面断开的圆形管坯,在管坯内靠近感应线圈附近旋转一个或一组阻抗器(磁棒),阻抗器与管坯开口处形成一个电磁感应回路,在趋肤效应和邻近效应的作用下,管坯开口处边缘产生强大而集中的热效应,使焊缝边缘迅速加热到焊接所需温度经压辊挤压后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝。